18732756699
歡迎光臨泊頭市創威機械加工有限公司官網!
18732756699
熱門關鍵詞:
咨詢熱線
18732756699

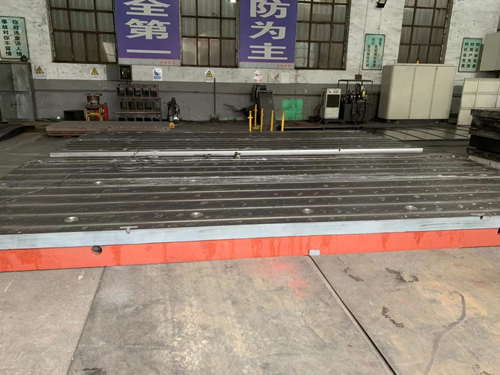
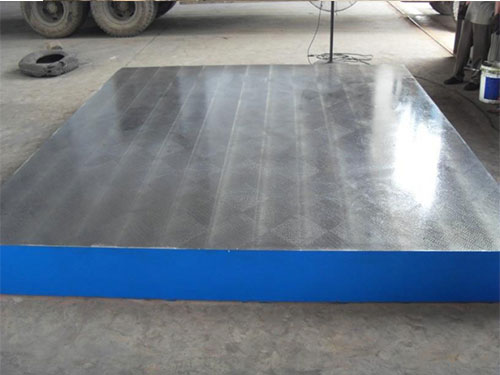
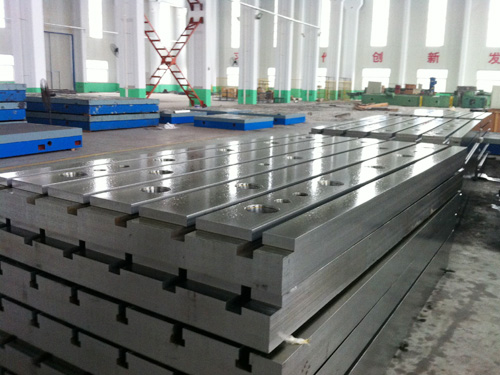
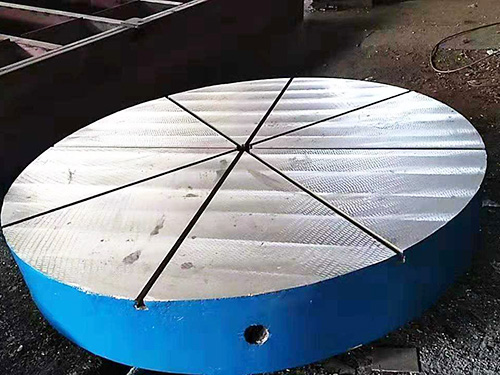
焊接工作臺用來進行工件的焊接工藝,和鉚焊平板不同,焊接平臺上面沒有孔,工作面為平面或T型槽。
焊接平板精度:按標準計量檢定規程執行,分別為1、2、3三個等級。
對焊接平臺的加工細節:
1.鑄鐵焊接平臺的裝夾:薄鑄鐵通常采用撐板直接在工作臺上進行裝夾。它所產生的夾緊力有利于對薄鑄鐵的裝夾。
2.為了薄焊接平臺裝夾的性和穩定性,預先將鑄鐵焊接的兩個側面加工好。否則,撐板與鑄鐵焊接的側面就不能很好的接觸,會使鑄鐵焊接受力不均而變形。
3.裝夾時,使焊接平臺的基準面同工作臺面或平墊鐵貼緊。不能用手捶使勁敲打鑄鐵焊接,因為薄鑄鐵焊接剛性差,易變形、斷裂,并且還有彈性,所以越敲打,鑄鐵越與定位表面不緊和夾不緊。如果鑄鐵焊接下面的縫隙是由于鑄鐵焊接底面不平而產生的,則應該用鐵皮墊實。
4.此外,在裝夾鑄鐵焊接時夾緊力不能太大,否則會引起鑄鐵焊接中間凸起,待加工后松開工鑄鐵焊接,因彈性變形使焊接中間成凹形。
5.切削用量:刨薄鑄鐵焊接時,切削力要小,夾緊力也要小,那就應采用較小的切削(約取0.3——0.5mm以下)和進給量(約取0.1——0.25mm/往復行程),以及正常的切削速度,并適當的冷卻潤滑液進行切削。